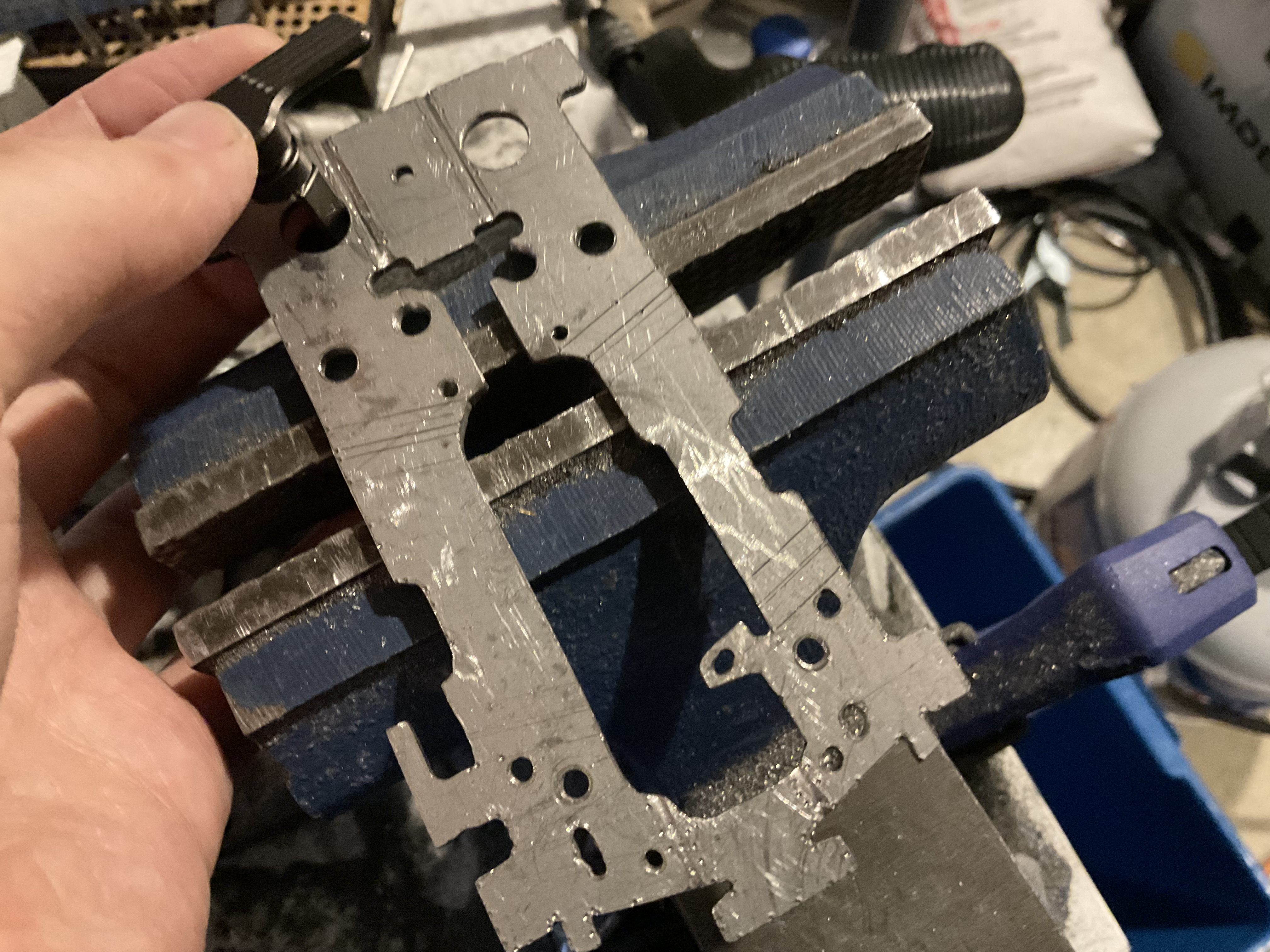
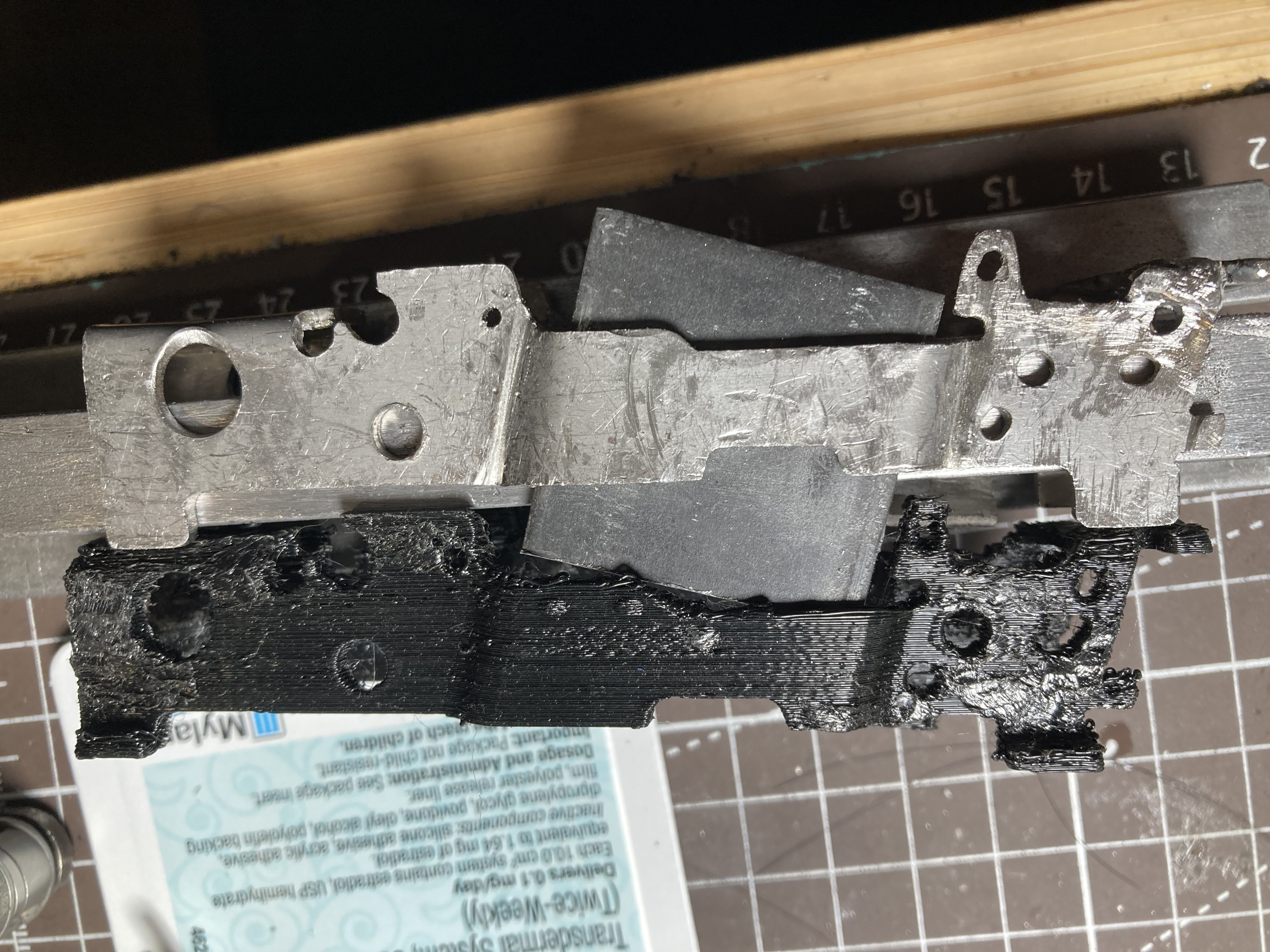
304不锈钢钢板是真的难锯开…
另外还需要用钴合金钻头才钻的动。。
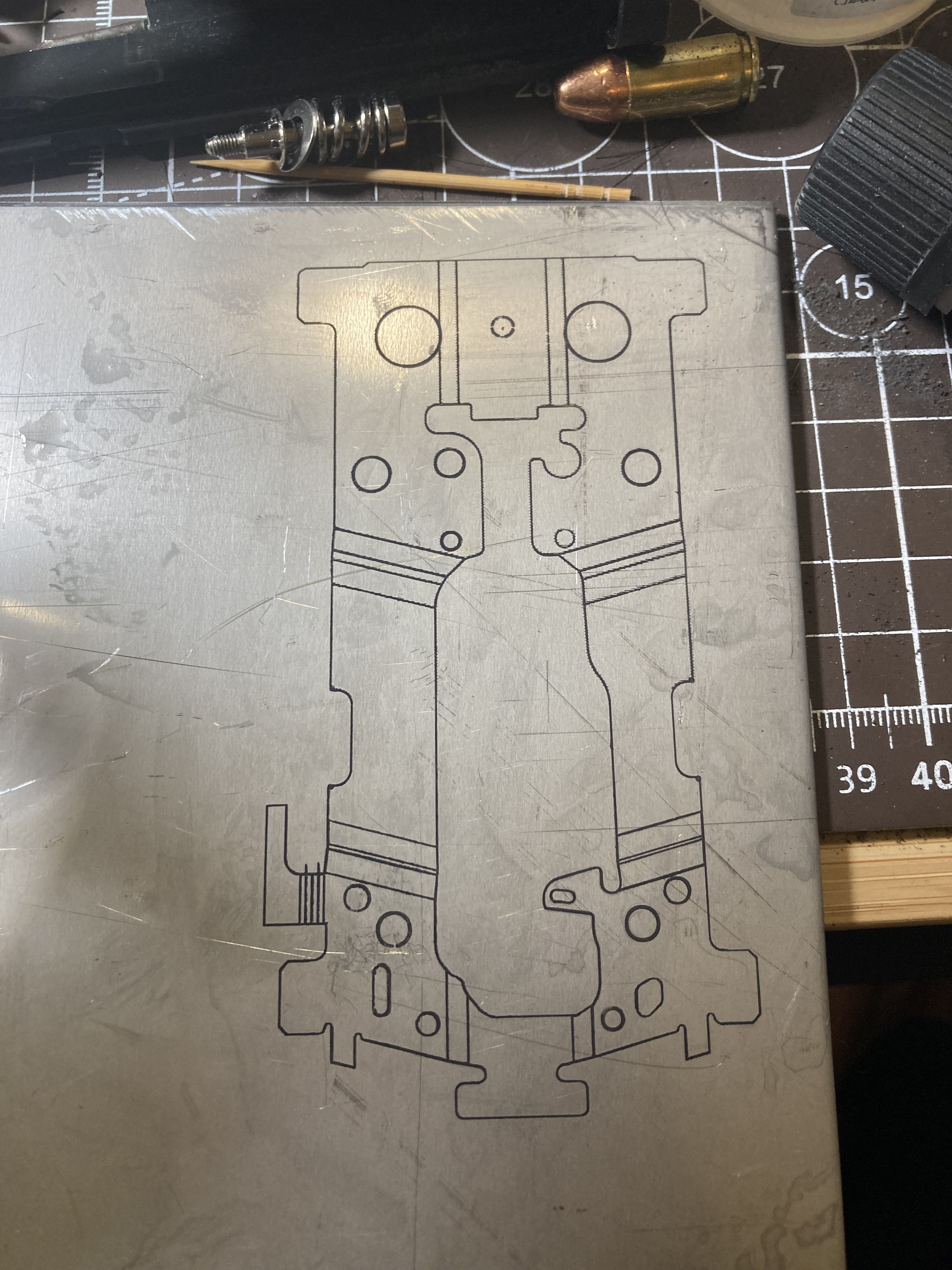
然后就是,划线是激光切割机帮忙画的线,
但是一开始忘了用样冲打点了,现在正在慢慢手工锉配
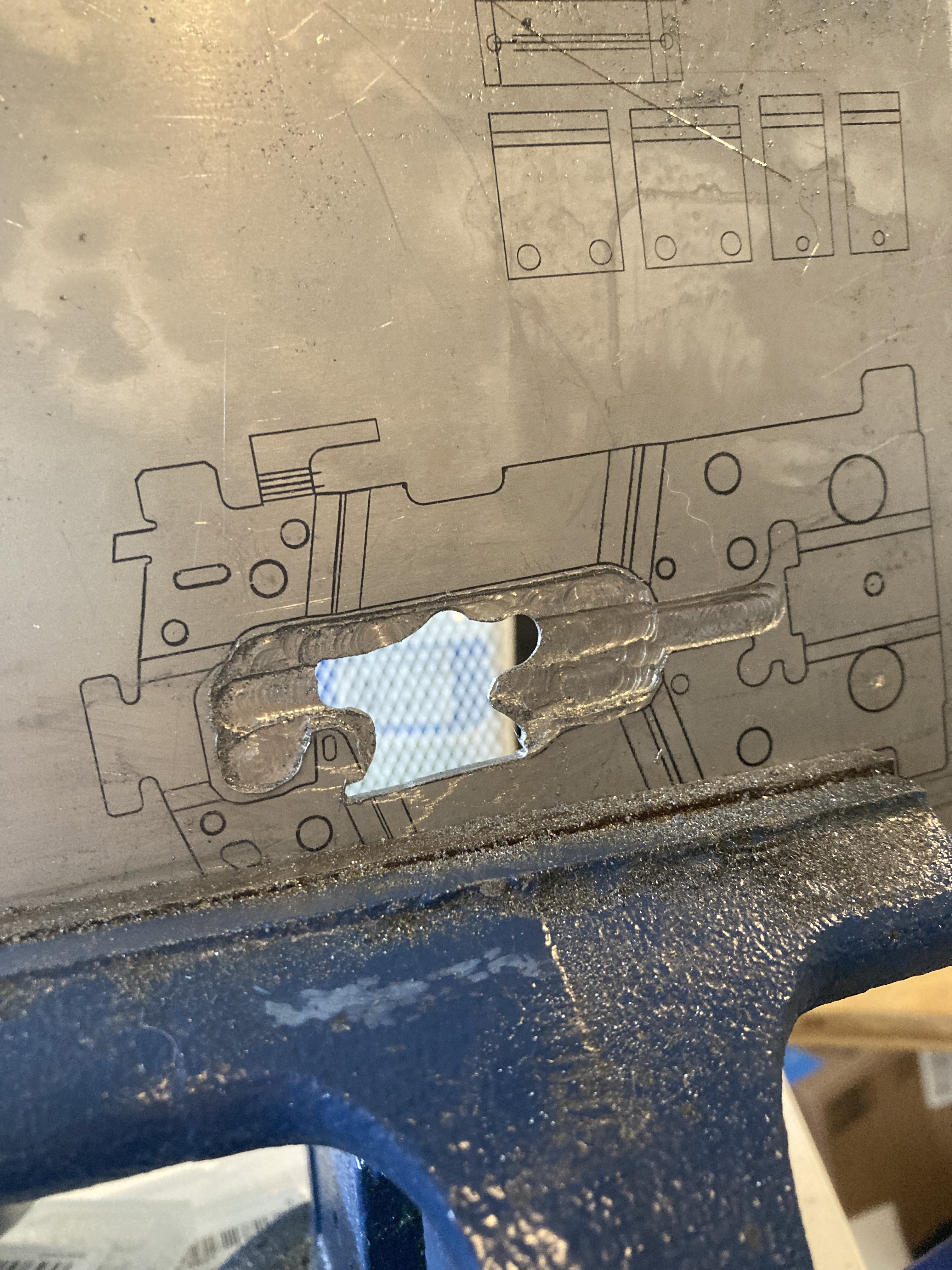
拿铣刀修边的时候简直成了断刀大赛。。。
功夫呀 ! ![]()
![]()
![]()
做出整枪后别忘了晒晒片片呦!
兄弟厉害,这样锉,真是消耗体力
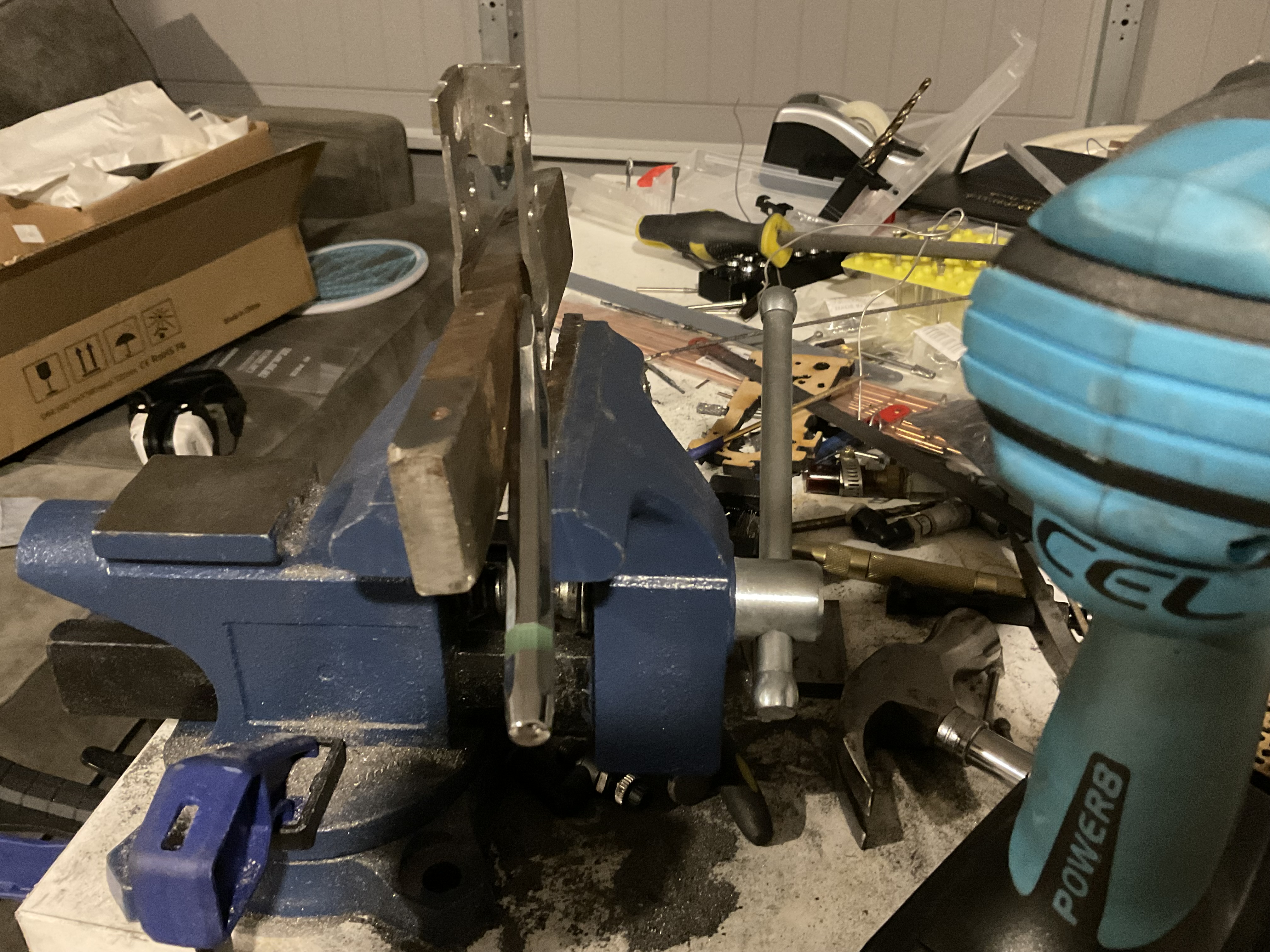
其实是有往电钻上安装的旋转磨头的,可以代替锉刀使用
这是真猛…有白沙瓦的那味儿了 ![]()
提点小建议
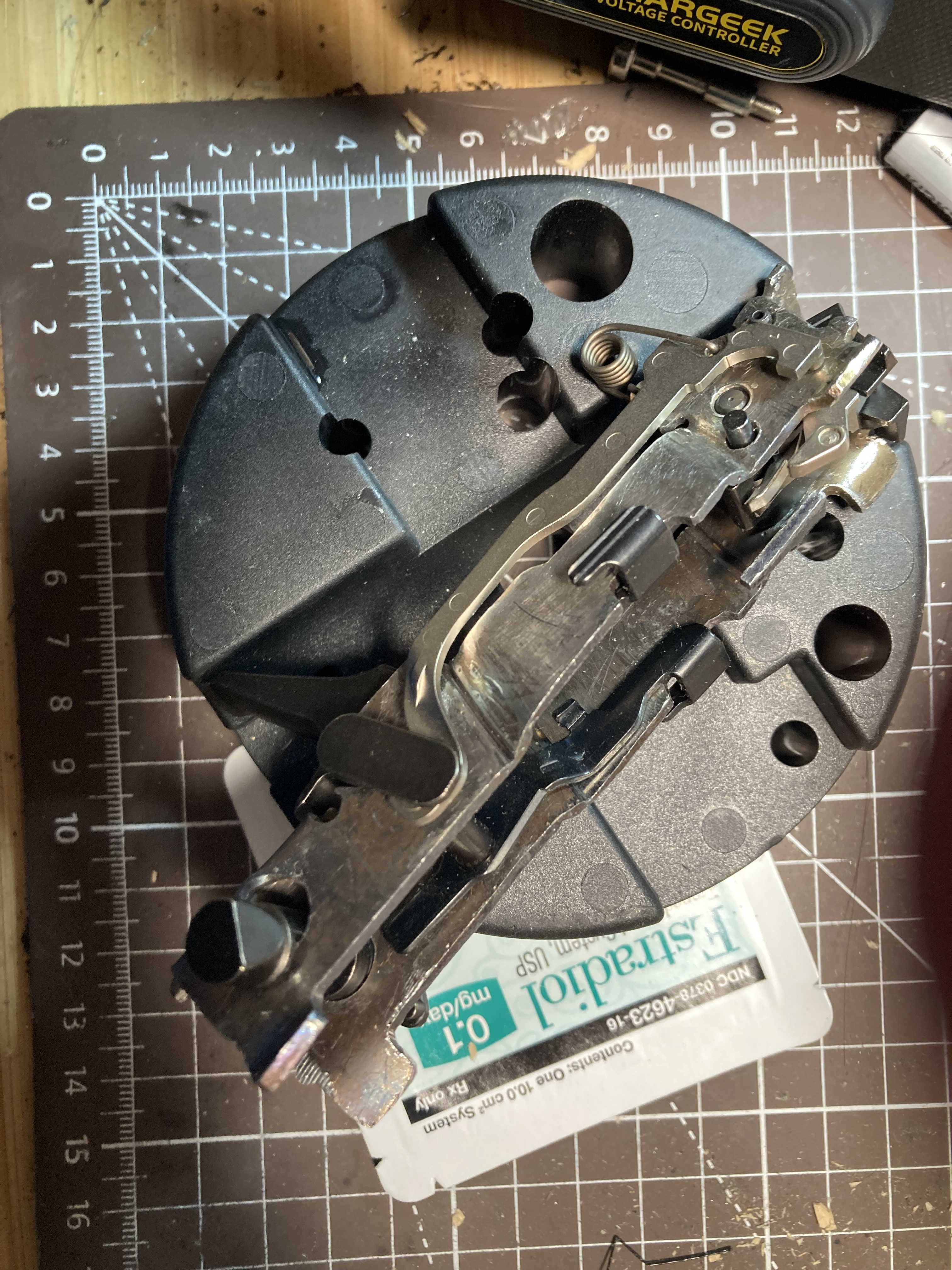
最后就是钻孔,我没有320也不熟悉不过那个最大的洞貌似是你先drill然后再bending的有些变形了。一般玩sheet metal receiver都是先bending在钻孔。你这个FCU应该不是太厚大概2毫米左右吧,不会太难钻,用好drill bit加上cutting oil,低速1000rpm左右加上backing应该很简单的
我打磨边缘的确是用的carbide…虽然是廉价的tungsten carbide rotary bit,不过也有一些缺陷,就是打磨下来的碎屑有针状的,容易扎手
钻孔用cobalt是一些手册和教材的建议…不过我应该需要买个好点儿的台钻了,Power8 workshop的台钻功能不太稳…
然后就是304不锈钢有个cold work hardening的问题…
https://www.researchgate.net/publication/322676722_Investigation_of_Cold_Work_Hardening_Behavior_of_AISI_304_Stainless_Steel
先钻孔再bending,是因为如果bending之后再钻孔的话,需要特殊的夹具,但是目前几乎买不到这种夹具,我的设备又属于比较简陋的那一档
热处理的一些东西这里倒是有提及,
我也用torch烤到过红热一遍,处理应力啥的
感谢建议还有这些知识…
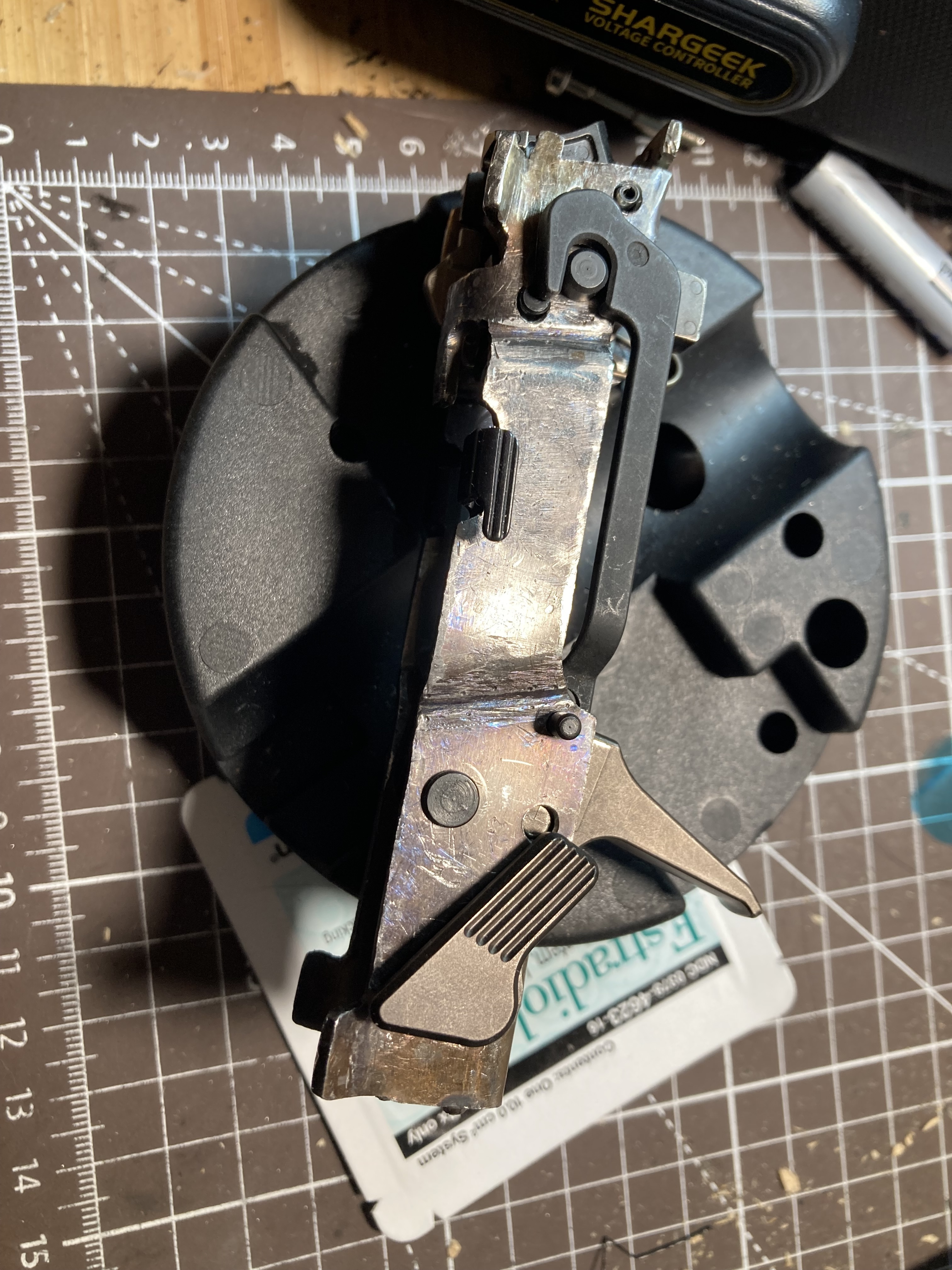
也是牛人一个!P320就是DIY自组的好玩平台。自制FCU是高端玩法了,赞!
下面那个estradiol 雌二醇亮了 ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
牛!
这东西上,凹凸部分交界处的弧度要求严吗?做的时候是如何保证的
…以前的知乎老用户可能有认识我的…
其实不太严格,因为作用是“塞进去弹匣并定位”
满足这两个要求,并且不挡其他零部件运动的话,不管做成啥样儿都行
我是用锉刀提前开好槽,然后利用开槽部分进行折弯,因为变薄了消耗的折弯力会更小
我去搜了下。。。。
女士?!!!!!!!
啊,MtF,
可能中文圈子里面的持枪性少数不太常见就是了,
你跟之前几个id 都是手搓家伙的牛人。
佩服。手搓1911,手搓ak的,厉害。
真的假的?? <紫薯布丁>
这些不重要,
重要的是手搓FCU ![]()
是的,完全不重要,重要的是手搓